

В практике производственных предприятий нередко возникают ситуации, требующие восстановления узлов оборудования при отсутствии технической документации. В рамках одного из проектов заказчик передал пять типов зубчатых шкивов, часть из которых имела значительный эксплуатационный износ. Требовалось изготовить изделия, полностью соответствующие оригинальным по геометрическим параметрам и функциональным характеристикам.
Перечень предоставленных образцов:
-
Шкив зубчатый под расточку. Несмотря на износ зубьев, общая геометрия позволяла выполнить точные обмеры.

-
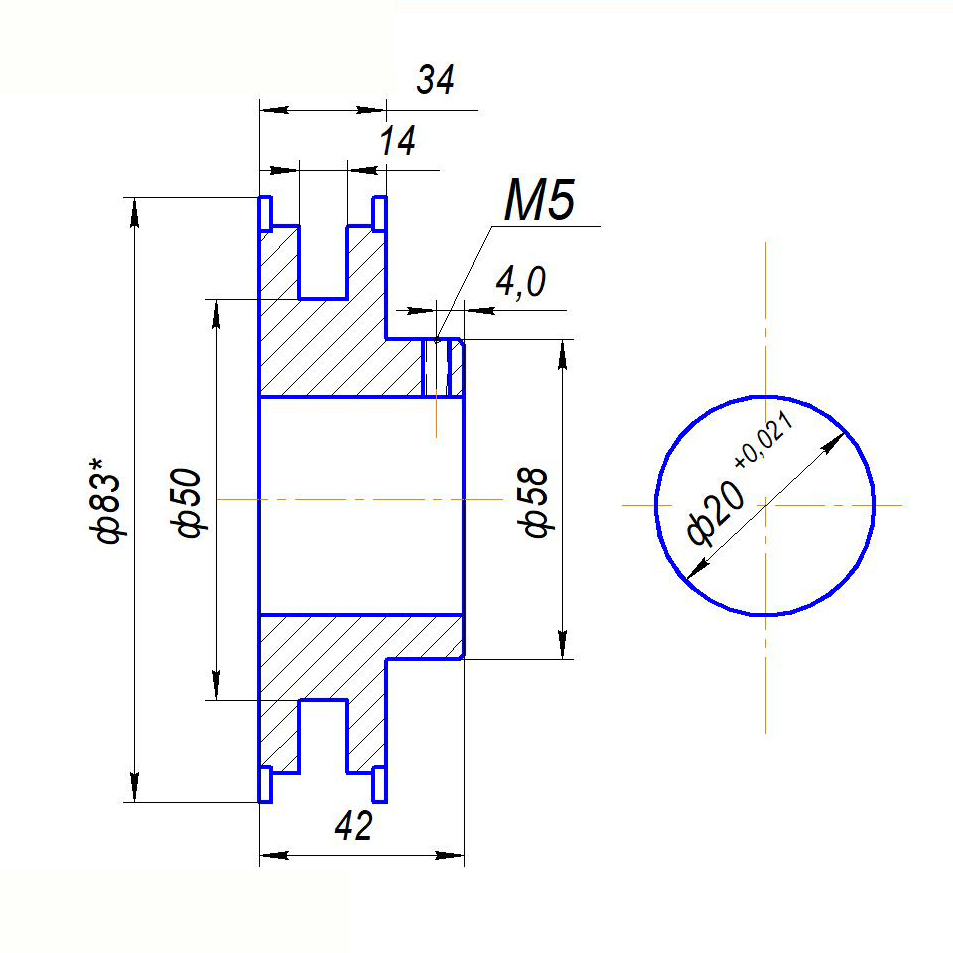
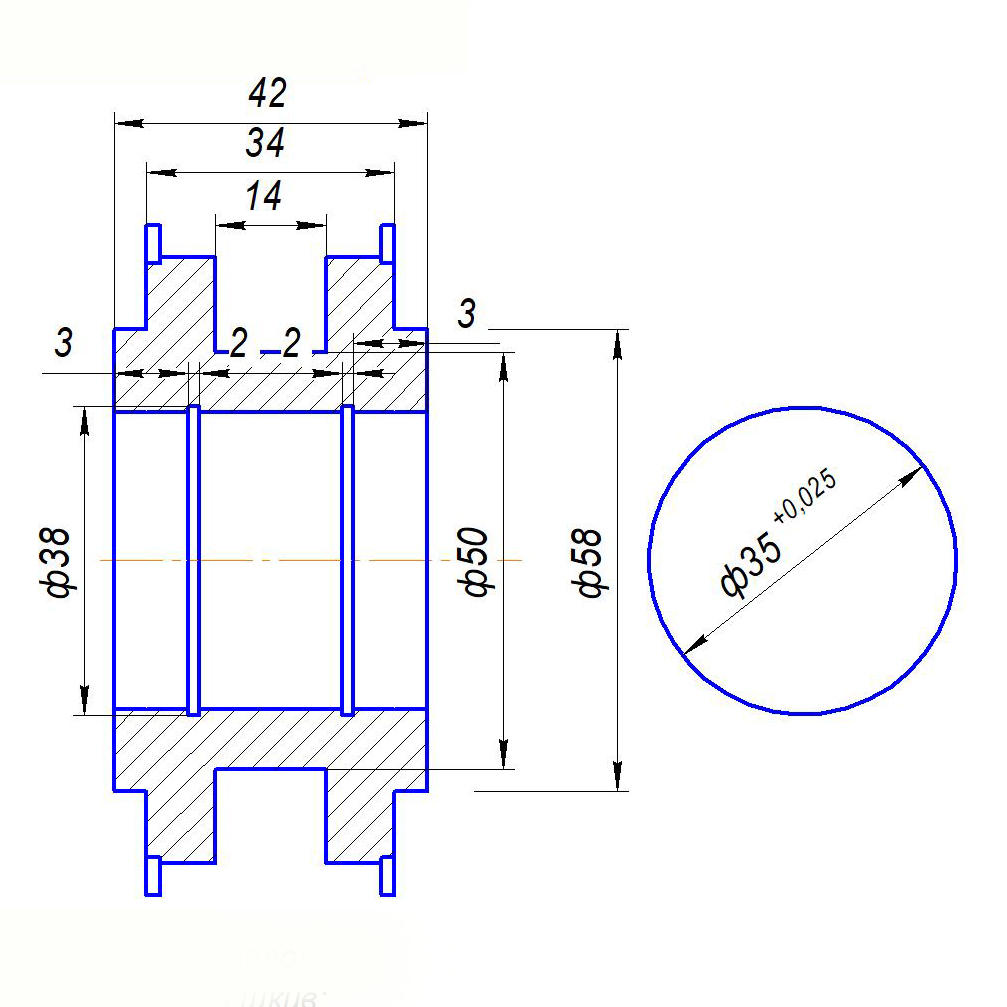
Шкив зубчатый с установкой реборд. Требовалось точное воспроизведение геометрии реборд, обеспечивающих фиксацию ремня.
-
Шкив без реборд. Ключевым требованием являлась точность зубчатого профиля T10.
-
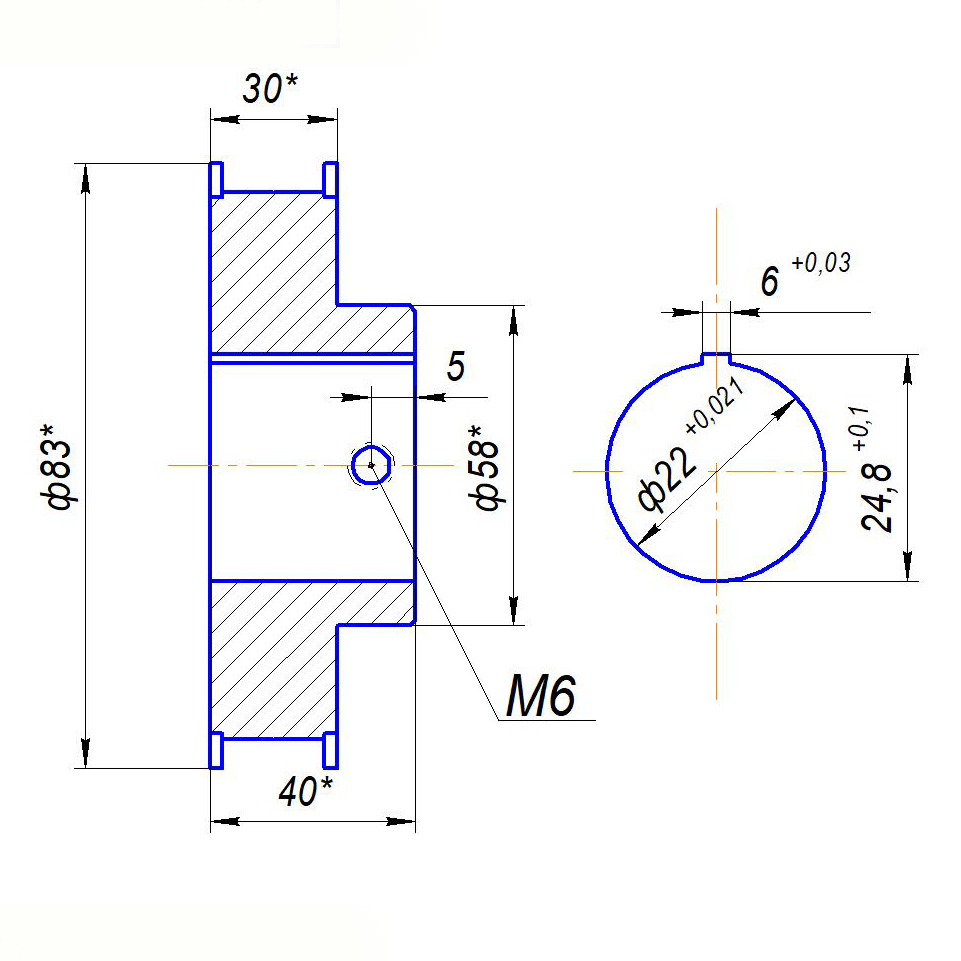
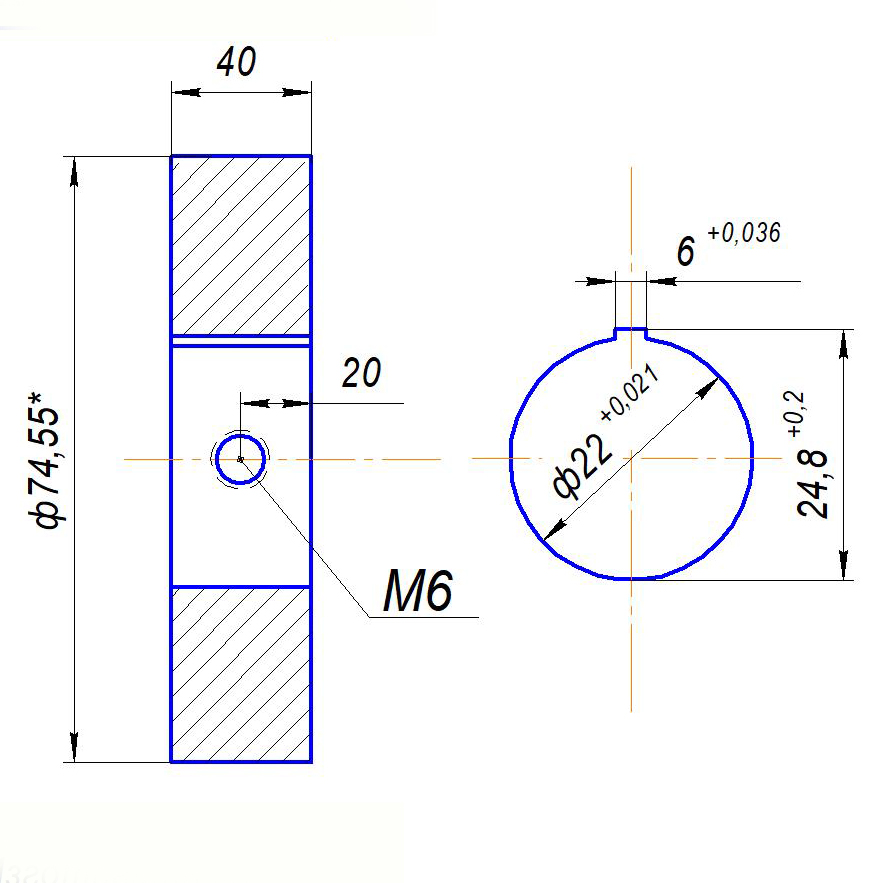
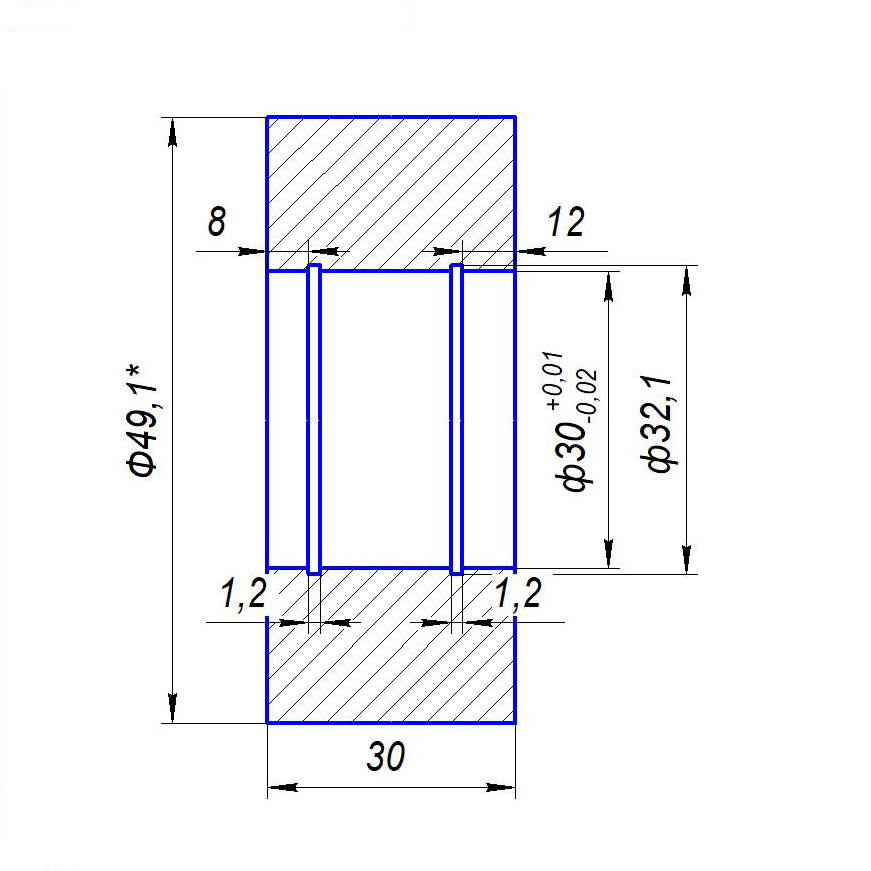
Шкив зубчатый под подшипник. Посадочная поверхность под подшипник подлежала изготовлению с допусками до сотых долей миллиметра.
-
Шкив зубчатый под подшипник. Аналогичные требования к посадочным размерам и геометрии зубчатого венца.
.gif)
.gif)
Все детали были измерены. По сохранившимся участкам изношенных экземпляров восстановлена исходная геометрия при помощи 3D-моделирования.
Этап 1. Разработка конструкторской документации и 3D-моделей
По результатам замеров инженерами подготовлены конструкторские чертежи, содержащие все ключевые параметры: диаметры, посадочные размеры, профиль зубчатого венца, расположение реборд, допуски на сопрягаемые поверхности. Чертежи выполнены в соответствии с требованиями конструкторской документации.
После утверждения чертежей разработаны трёхмерные модели каждой позиции в профессиональном CAD-ПО. 3D-модели позволили проверить корректность зубчатого профиля, посадочных поверхностей и выявить возможные несоответствия до запуска в производство. Для каждой детали смоделированы зубчатый венец по профилю T10, посадочные отверстия (под расточку и под подшипник), а также конструкция реборд.
Чертежи и 3D-модели направлены заказчику на согласование. В ходе согласования уточнены параметры посадочных размеров. После получения подтверждения документация передана в производственный цех.
Этап 2. Производство партии в течение двух недель
Срок от согласования документации до передачи готовых изделий составил две недели. Производственный процесс включал следующие операции:
- Токарная обработка заготовок (формирование наружного диаметра, посадочных отверстий, торцевых поверхностей). Для позиций под подшипник отклонение размера расточки ограничено несколькими микронами.
- Монтаж и фиксация реборд (запрессовка с заданным натягом, контроль соосности с зубчатым венцом).
- Выходной контроль: проверка основных размеров, профиля зубьев, качества посадочных поверхностей и внешнего вида.
%20(1).png)
%20(1).png)
%20(1).png)
%20аппп1111%20(1)%20(1).png)
Результат
Заказчик получил полный комплект зубчатых шкивов по пяти позициям. Изделия прошли входной контроль и приняты без замечаний.
Данный проект демонстрирует возможность изготовления деталей по образцам любой степени износа при отсутствии чертежей и оригинальной документации. Применение обратного инжиниринга и точного воспроизведения геометрии позволяет восстановить работоспособность производственной линии без длительного простоя.
