


Проект в цифрах
- Продукция: Прецизионный вал WV
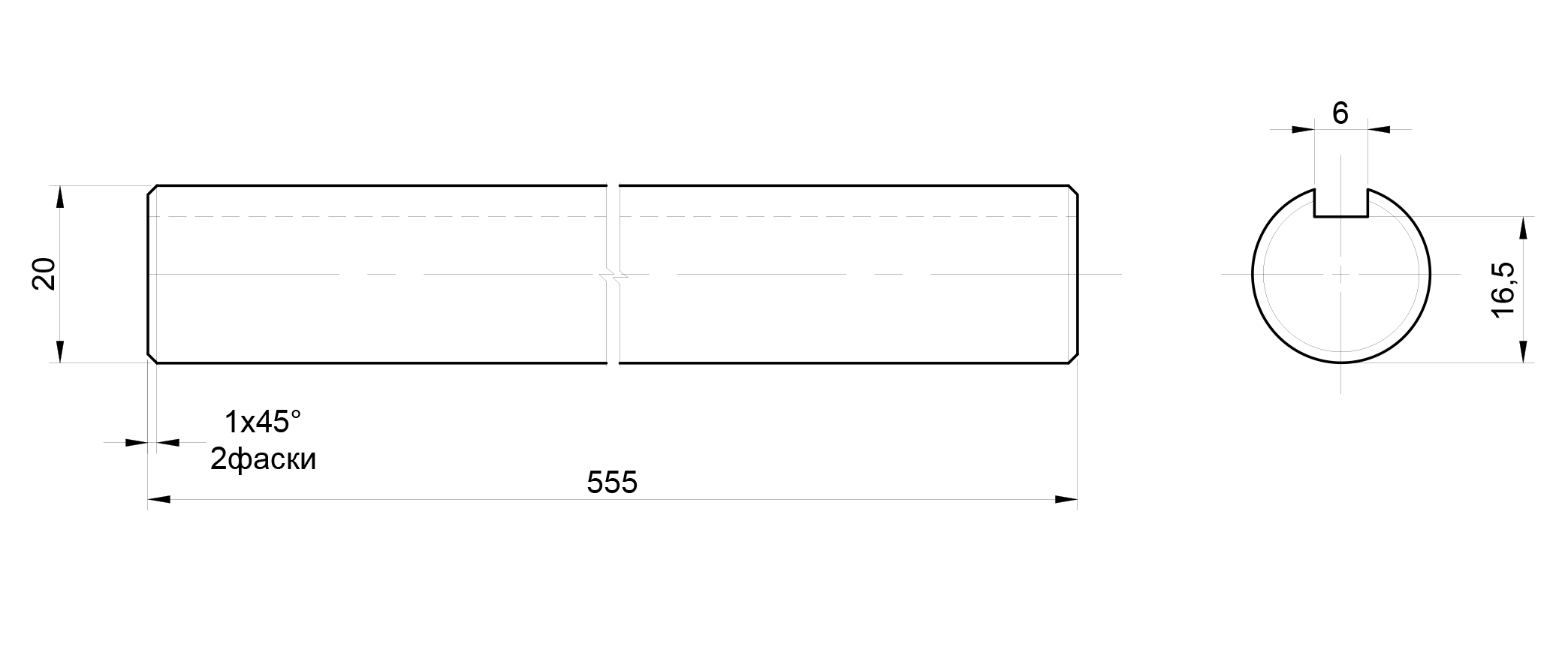
- Диаметр (D): 20 мм
- Длина (L): 555 мм
- Бренд: «EMT»
- Срок поставки: 9 недель
- Сфера применения: Роликовые конвейерные линии
- Сопрягаемые узлы: Гладкие шкивы
Техническое задание и вызов проекта
Заказчик обратился с задачей импортозамещения и локализации производства критически важного узла для промышленного конвейера. Требовалось изготовить партию прецизионных валов по уникальным чертежам. Главная сложность заключалась в обеспечении жестких допусков геометрии. Валы работают в условиях непрерывного цикла, где малейшее отклонение приводит к быстрому износу подшипников и приводных ремней.
Ключевые требования заказчика:
- Высокая точность диаметра по всей длине.
- Исключительная прямолинейность для исключения биения.
- Твердость поверхности для работы со шкивами.
- Полное соответствие геометрии предоставленных чертежей.
Особенности эксплуатации детали
Изделия интегрированы в роликовые конвейерные линии. Они выполняют функцию несущих и передающих крутящий момент элементов.
Валы непрерывно взаимодействуют со специальными гладкими шкивами. Данный узел требовал особого внимания к шероховатости поверхности (Ra). Слишком гладкая поверхность вызовет проскальзывание шкива. Избыточная шероховатость приведет к абразивному износу внутренней посадочной поверхности шкива.
Технологический процесс производства
Поставка заняла 9 недель. Длительный срок обусловлен многоступенчатым циклом термообработки и прецизионной шлифовки.
1. Подбор материала и заготовка
Использована специализированная подшипниковая сталь высокой чистоты. Проведен входной ультразвуковой контроль заготовок на отсутствие внутренних микротрещин и раковин.
2. Индукционная закалка (ТВЧ)
Поверхность вала подверглась селективной закалке токами высокой частоты.
Результат: Твердый наружный слой (до 60-64 HRC).
Преимущество: Сохранение вязкой и пластичной сердцевины вала. Это защищает деталь от излома при пиковых динамических нагрузках на конвейере.
3. Прецизионная шлифовка
Обработка велась на круглошлифовальных станках с ЧПУ. Контролировались три параметра:
- Цилиндричность.
- Овальность.
- Конусность.
- Допуск по диаметру 20 мм выдержан в пределах жестких микронных значений (ISO h6).
4. Финишная доводка (Суперфиниш)
Поверхность обработана до достижения регламентированной шероховатости под гладкие шкивы. Это гарантирует максимальное пятно контакта и стабильный коэффициент трения.
5. Механическая обработка по чертежам
Выполнены концевые элементы вала длиной 555 мм: проточки, канавки под стопорные кольца и шпоночные пазы согласно КД заказчика.


Преимущества оригинальных валов «EMT» WV
-
Долговечность конвейера: Благодаря идеальной геометрии снизилась вибрация оборудования. Это увеличило ресурс подшипниковых узлов в 1.8 раза.
-
Энергоэффективность: Оптимальное сопряжение со шкивами исключило потери на трение и проскальзывание. Снизилось энергопотребление приводных электродвигателей.
-
Точная посадка: Изготовление строго по чертежам заказчика позволило смонтировать валы без предварительной подгонки и доработки по месту. Время простоя линии при монтаже составило минимум.
-
Устойчивость к износу: Закаленный слой ТВЧ эффективно противостоит истиранию в местах постоянного контакта со шкивами.
Итоги реализации проекта
За 9 недель полностью реализован сложный проект по производству нестандартных длинномерных прецизионных валов «ЕМТ». Заказчик получил детали промышленного класса. Партия валов успешно интегрирована в роликовые конвейеры. Оборудование запущено в эксплуатацию и работает без нареканий в режиме высокой интенсивности.




